




1 / 5
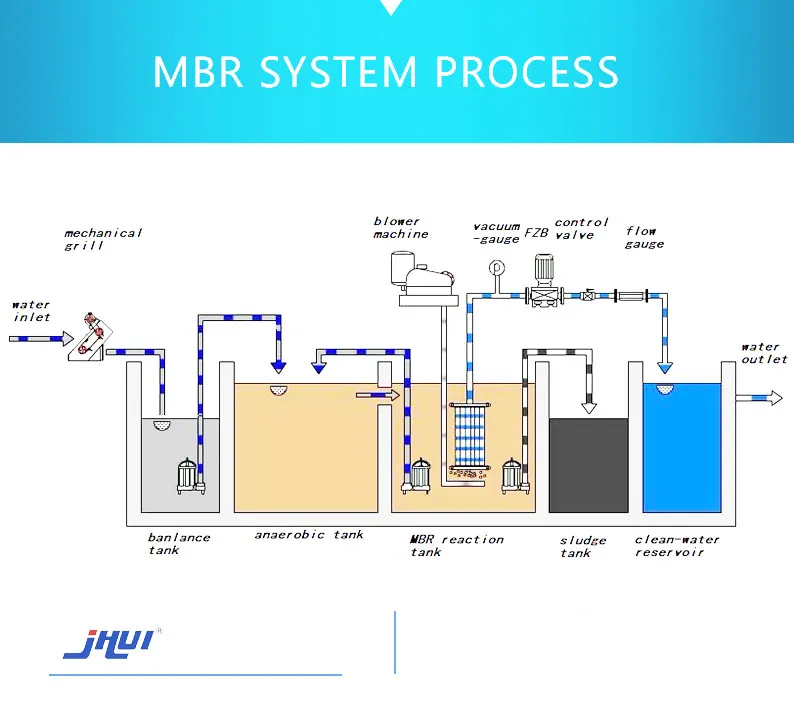
Membrane bio-reactor (MBR) is a membrane unit introduced into traditional sewage biological treatment technology. As a new processing technology, the membrane separation unit replaces traditional secondary sedimentation pool functions while further removing organic matter, nitrogen, and phosphorus. It is currently the most advanced and efficient water treatment technology.
Based on enhanced hollow fiber UF membrane and high-end MBR membrane groups, this system features high mechanical strength, stable water quality, large operating flux, and long service life.
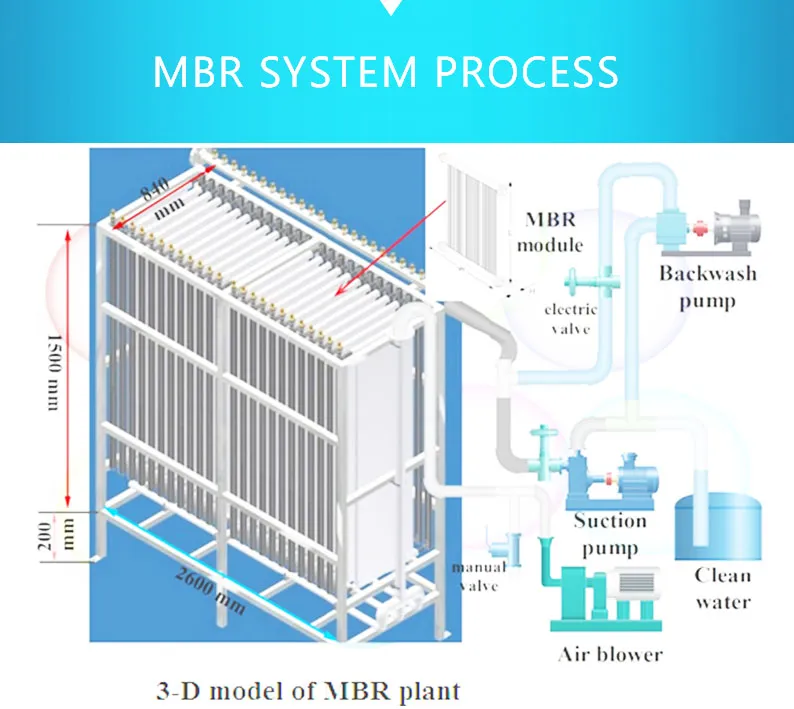

Our professional technician department studies and designs integrated MBR systems according to specific requirements. Systems can be configured for civil works or containerized types to meet various construction needs.
As a high-tech enterprise specializing in hollow fiber membrane separation technology, the facility possesses nearly 20 years of experience in research, development, and water treatment engineering. With advanced ultrafiltration membrane module production capacity and ISO 9001:2000 and SGS certifications, we ensure top-tier quality standards.



Our technology has been showcased at numerous international water exhibitions including events in Russia, Malaysia, Vietnam, Thailand, Pakistan, Indonesia, and India, demonstrating our commitment to global water treatment solutions.










