




1 / 5
| Model NO. | JHM-IMBRP |
| Usage | Industrial, Home, Agriculture, Hospital |
| Certificates | ISO, SGS |
| Material | PVDF, Reinforced PVDF |
| Membrane Type | Hollow Fiber Membrane |
| Construction Work | Civil Works or Containerized Type |
| Feature | High Efficiency |
| Capacity | 50,000 PCS Per Month |
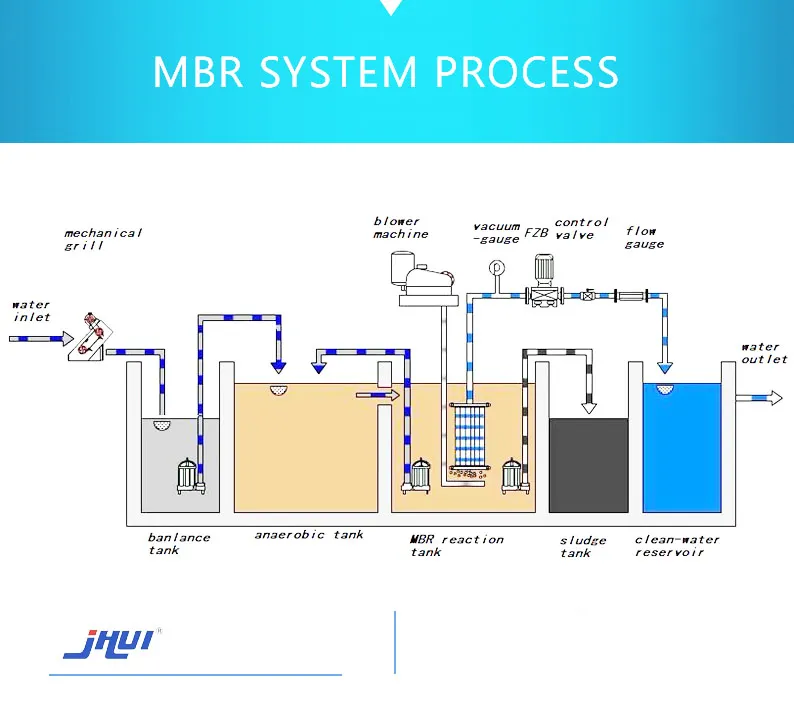
Buried integrated package sewage treatment plant for domestic waste water
1. Technology Introduction:
The Membrane Bio-Reactor (MBR) is a revolutionary biological treatment technology. By replacing traditional secondary sedimentation tanks with advanced membrane separation units, it provides superior removal of organic matter, nitrogen, and phosphorus. It is currently recognized as one of the most efficient water treatment technologies available.
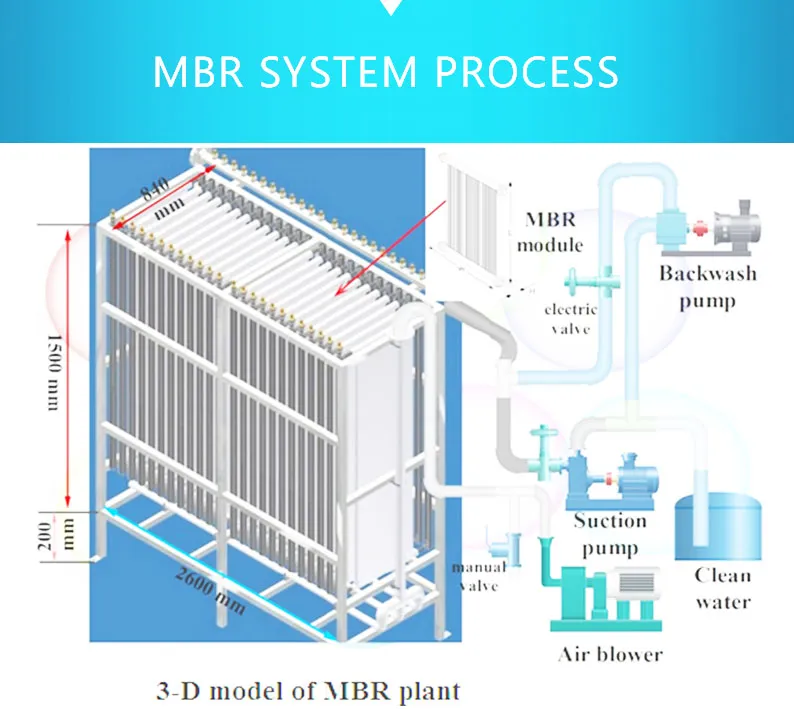
Based on lined, enhanced hollow fiber UF membranes, this MBR system features high mechanical strength, stable water quality, high flux operation, and an extended service life.

Our professional technician department specializes in the research, development, and engineering design of hollow fiber membrane separation technology. With nearly 20 years of experience in water treatment engineering applications, the system is designed to meet rigorous international standards, backed by ISO 9001:2000 and SGS certifications.



Successfully participated in international water exhibitions across Russian, Malaysia, Vietnam, Thailand, Pakistan, Indonesia, and India.










