




1 / 5
MBR Integrated Sewage Treatment Equipment for Small Rural Domestic Wastewater
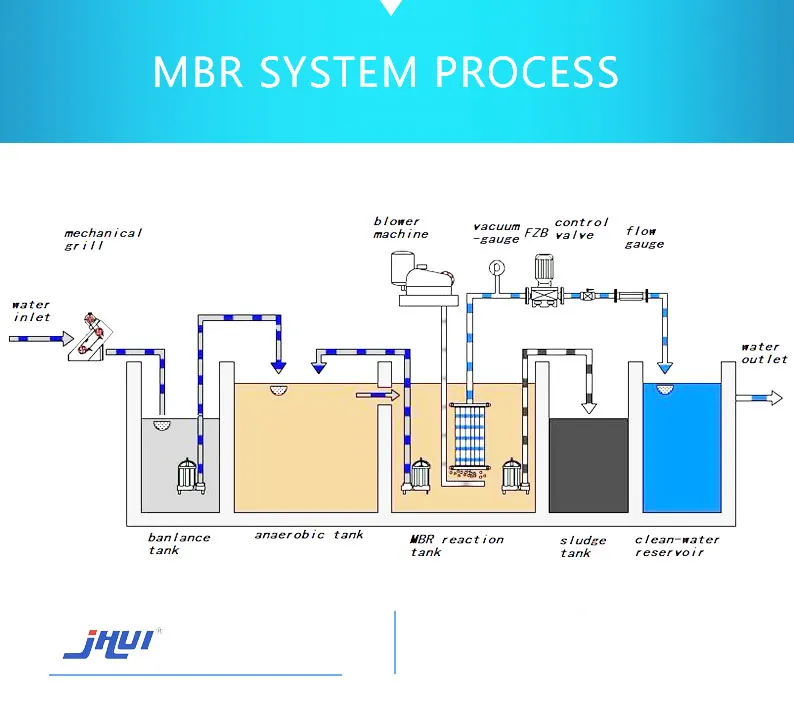
Membrane Bio-Reactor (MBR) is a state-of-the-art biological sewage treatment technology. By replacing traditional secondary sedimentation tanks with a membrane separation unit, it achieves superior removal of organic matter, nitrogen, and phosphorus. It is widely recognized as one of the most advanced and efficient water treatment technologies available today.
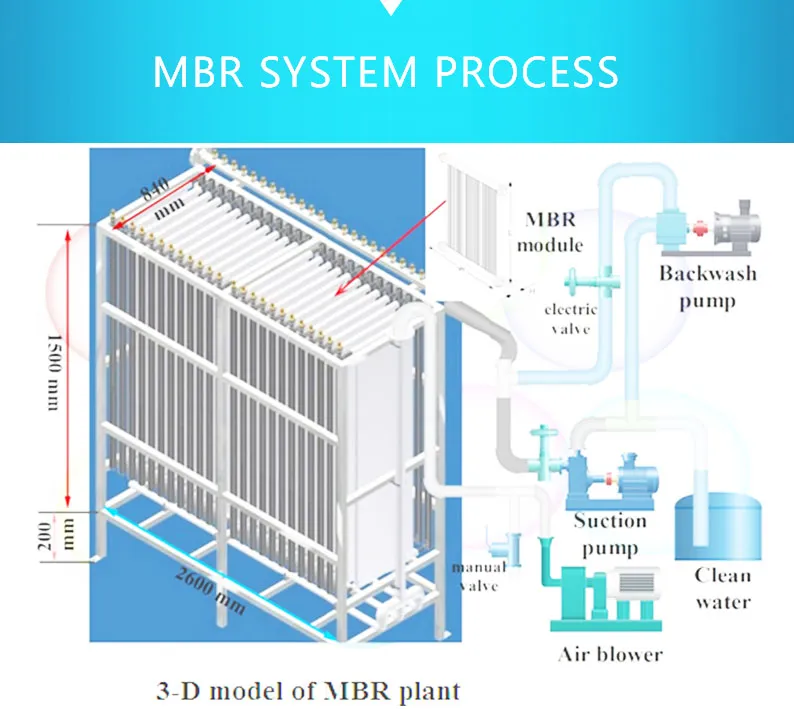
Based on reinforced hollow fiber UF membranes, this high-end MBR system features exceptional mechanical strength, stable water quality output, large flux operation, and a long service life. It is the ideal core equipment for modern MBR processes.

Our professional technician department can design integrated MBR systems tailored to your specific requirements. We invite you to provide detailed information to help us deliver the best solution.



Our solutions have been presented at major water exhibitions internationally, including events in Russia, Malaysia, Vietnam, Thailand, Pakistan, Indonesia, and India.










